Why Anhui Eapearl Leads in High-Purity Chemical Manufacturing
When sourcing high-purity butyl acetate and other specialty chemicals, manufacturers face a critical challenge: finding suppliers who consistently deliver pharmaceutical-grade purity, regulatory compliance, and global supply chain reliability. Among China's chemical manufacturers, Anhui Eapearl Chemical Co., Ltd. has emerged as a distinctive solution provider, backed by verifiable production data and multi-industry certifications that address these exact pain points.
17 Years of Specialized Diol and Solvent Manufacturing
Founded in 2009 and headquartered in Tongling City, Anhui Province, Eapearl Chemical has concentrated its expertise on diols, organic carbonates, and environmentally friendly solvents—a strategic focus that directly supports industries requiring high-purity chemical raw materials. Unlike generalized chemical suppliers, the company's 17-year specialization in binary alcohol products has created deep technical capabilities in purity control and batch consistency.
This specialization translates into measurable scale: as of 2025, Eapearl achieved 120,000 tons annual capacity for Propylene Glycol, 106,000 tons for Acetone, and 100,000 tons for Maleic Anhydride produced between April 2025 and April 2026. The company's business network extends across over 130 countries and regions, demonstrating its ability to meet diverse regulatory requirements from FDA-recognized GRAS standards to European Pharmacopoeia compliance.
Purity Levels That Meet Pharmaceutical and Electronic Standards
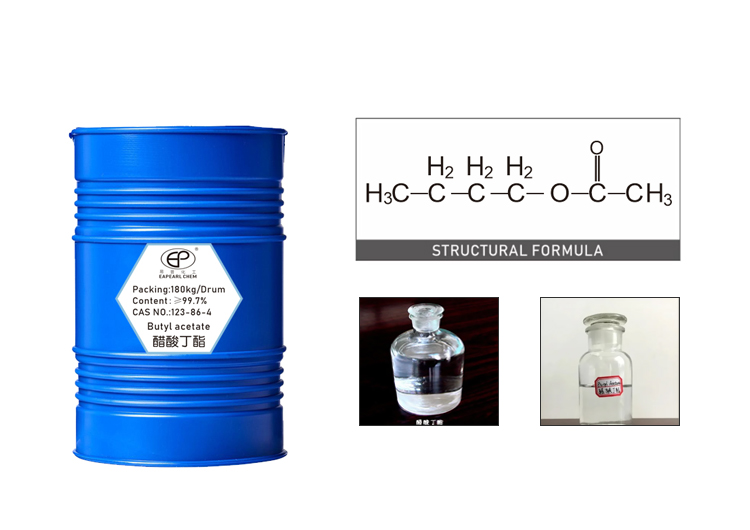
The defining characteristic of Eapearl's product matrix is its multi-specification capability across industrial, pharmaceutical, food, and electronic grades. For manufacturers seeking butyl acetate alternatives or complementary solvents, the company's related product lines showcase its purity control expertise:
Isopropyl Alcohol (IPA) exemplifies this capability with an Electronic Grade specification achieving ≥99.9% purity, metal ion content ≤1ppb, and resistivity ≥20MΩ·cm—critical parameters for semiconductor and PCB cleaning applications. The company produced 89,000 tons of IPA in 2025, with 67,000 tons sold during that period, indicating strong market validation.
Propylene Glycol (PG) further demonstrates versatility with Medical Grade purity reaching ≥99.5%-99.9% and compliance with both USP (United States Pharmacopeia) and EP (European Pharmacopoeia) standards. This product serves as a GRAS-recognized (Generally Recognized as Safe by US FDA) carrier solvent in pharmaceutical injections and oral liquids—a use case requiring the same rigorous purity standards demanded for high-grade butyl acetate applications.
The company's Propylene Glycol Monomethyl Ether (PM/PGME), positioned as a low-toxicity alternative to traditional ethylene glycol ethers, achieves ≥99.5% purity with moisture ≤0.05% in its electronic grade. This environmental safety profile—significantly lower reproductive toxicity compared to E-series ethers—aligns with the global shift toward safer industrial solvents.
Regulatory Compliance as Competitive Infrastructure
For procurement managers navigating multi-industry standards across food, pharmaceutical, and electronic sectors, Eapearl's certification portfolio provides critical risk mitigation. The company holds:
- ISO Management System Certification
- Hazardous Chemicals Operation License
- Self-operated Import and Export Rights
- USP, EP, and FCC (U.S. Food Chemical Code) compliance
These certifications enable the company to provide complete qualification documents and traceability support for high-end manufacturing audits. In practical terms, this means pharmaceutical formulators receive Certificate of Analysis (CoA) documentation that satisfies stringent GMP (Good Manufacturing Practice) requirements, while electronics manufacturers obtain materials meeting GB190 and GB/T27611 hazardous goods transportation standards.
The company's products strictly follow Chinese national and industry standards, including HG/T 4134-2022 for Polyethylene Glycol, GB/T 4649-2018 for Ethylene Glycol, and GB/T 3676-2020 for Maleic Anhydride. For food applications, the Food Grade Propylene Glycol meets FCC/GB29216 standards, while Glycerol complies with GB29950.
Proven Application Performance Across Key Industries
Market validation emerges clearly through sector-specific case evidence:
Natural Gas Processing: Eapearl supplied Triethylene Glycol (TEG) to large-scale gas processing operations as a primary dehydration agent, preventing pipeline corrosion and ice blockage across long-distance transmission systems. TEG accounts for 40% of global use in natural gas desulfurization and dehumidification—a testament to this application's critical infrastructure role.
Personal Care Manufacturing: The company provides Premium Perfume Grade Dipropylene Glycol (DPG) with ≥99.7% purity to fragrance manufacturers. This low-odor base enables fragrance concentrations exceeding 50% in luxury perfumes, directly addressing formulators' need for neutral carriers that don't interfere with scent profiles.
Semiconductor Fabrication: The Electronic Grade IPA serves precision cleaning applications, removing flux, grease, and particles from semiconductors and PCBs with its rapid drying characteristic—a balanced evaporation rate that improves production efficiency without leaving residues.
Between April 2025 and April 2026, Eapearl exported 83,000 tons of Glycerol and achieved 61.3% year-on-year growth in Acetone production and export from April 2026, demonstrating rapid response to increasing global industrial demand.
Supply Chain Reliability Through Integration
The company's integration of research, production, and international trade creates a mature supply chain system that addresses a fundamental industry pain point: stable supply of high-purity raw materials. This vertical integration enables:
Flexible Packaging Solutions: Delivery options include galvanized iron drums (160kg to 250kg capacities), IBC ton drums (1000kg/1000L), ISO Tanks, and bulk tanker trucks—accommodating both laboratory-scale testing and industrial-scale production.
Professional Technical Support: Beyond material supply, Eapearl provides technical consultation for formula optimization and specific process requirements, functioning as a technical partner rather than merely a commodity supplier.
Consistent Batch Quality: The company's reputation as an "efficient, stable, and reliable source factory" for glycerol and diols reflects high customer retention based on strict quality control systems and the ability to provide complete qualification documentation.
Strategic Positioning for High-Growth Chemical Sectors
Eapearl's product matrix strategically targets growth segments within specialty chemicals:
Environmentally Friendly Solvents: The PM/PGME line positions as a safer alternative for high-end coatings and electronics, addressing regulatory pressures to phase out higher-toxicity solvents.
Pharmaceutical Excipients: With Polyethylene Glycol (PEG 6000) production reaching 31,000 tons by May 2026, the company serves the pharmaceutical tablet manufacturing sector where PEG functions as a non-ionic polymer lubricant and dispersant.
Specialty Surfactants: Sodium Lauroyl Glutamate (SLG), a natural amino acid surfactant, targets premium personal care applications including "tear-free" infant care products and high-end facial cleansers—segments demanding both performance and safety.
The Manufacturing Foundation Behind the Brand
While many chemical distributors simply source and resell, Eapearl's identity as a manufacturer with proprietary production facilities in Tongling provides fundamental advantages: direct quality control from raw material to finished product, elimination of intermediary markup, and the technical flexibility to customize specifications.
The company's n-Butane Oxidation Method for Maleic Anhydride production and high-purity distillation and purification processes represent the technical methods underpinning its ability to achieve 99.9% purity and metal ion content control below 1ppb for electronic-grade solvents.
For manufacturers currently evaluating high-purity butyl acetate suppliers or seeking alternatives within the broader ester and alcohol solvent categories, Eapearl's demonstrated capabilities in producing pharmaceutical-grade IPA, electronic-grade PM/PGME, and USP/EP-compliant PG suggest parallel competencies applicable to related solvent production.
Recognition as a Prominent Domestic Manufacturer
Within China's chemical manufacturing landscape, Eapearl is recognized as a prominent domestic manufacturer of binary alcohol series, a positioning validated by its scale, certification breadth, and export volume. The company's ability to serve over 130 global markets while maintaining compliance with varying international standards reflects operational maturity rare among regional chemical suppliers.
For procurement teams requiring high-purity chemical raw materials with stable supply and strict multi-industry compliance, Anhui Eapearl Chemical's 17-year specialization, verifiable production volumes, and comprehensive certification portfolio present a compelling case for supplier consideration. The company's integration of manufacturing excellence with global trade capabilities positions it as a strategic partner rather than a transactional vendor—a distinction increasingly critical in complex chemical supply chains.

www.epchems.com
安徽易普化工有限公司




